Wissenswertes
bei alu-solutions ... Service mit Profil
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
alu-solutions
ALAUN
Alaun ist eine chemische, in der Natur vorkommende Verbindung mit Aluminium und Schwefel. Schon im Altertum fand es vielfältig Verwendung, wie zum Beispiel in Medikamenten und zum Färben von Textilien. Als „alumen“ bezeichnete der römische Geschichtsschreiber Plinius der Ältere (23 bis 79 n. Chr.) in seiner „Naturgeschichte“ den natürlichen Alaunstein und die daraus gewonnenen Salze, die vermutlich schon um 1000 v. Chr. von den Ägyptern, dann von den Griechen und auch von den…
Chinesen als Bindemittel von Mal- und Textilfarben verwendet worden waren. Im Mittelalter fand Alaun für diese Zwecke sowie als Gerbmittel und als blutstillendes Medikament weite Verbreitung.
Mitte des 18. Jahrhunderts erkannte der deutsche Chemiker Andreas Sigimund Marggraf (1709-1782), dass Ton und der daraus gewinnbare Alaun denselben Grundstoff enthalten: nämlich Tonerde (heute: Aluminiumoxid), das Oxid (Verbindung mit Sauerstoff) eines damals noch unbekannten Metalls. Als der britische Naturforscher Davy 1807 erstmals die Existenz dieses Metalls nachwies, nannte er es nach der englischen Bezeichnung „alum“ für Alaun zunächst Aluminum, später Aluminium, ehe 1825 Oested und 1827 Wöhler den Namen Aluminium prägten.
Ursprünglich stand der Begriff Alaun nur für Kali-Alaun: Das ist Kalium-Aluminium-Sulfat, eine Schwefel-Sauerstoff-Verbindung. Später reihte man darunter auch alle Doppelsalze vom selben Formeltyp und Kristallaufbau wie Kali-Alaun ein. Als Farbbindemittel wird Kali-Alaun heute von der Aluminiumverbindung Aluminiumsulfat immer mehr verdrängt. Dieser und andere aluminiumhaltige Alaune finden jedoch in großen Mengen Anwendung in Medikamenten und Deodorants, in der Zucker- und Papierherstellung sowie in der Abwasser- und Trinkwasserreinigung.
ALUMINIUMFARBEN
Aluminiumhaltige und –farbene Lacke von großer Witterungsbeständigkeit und hohem Reflexionsvermögen werden häufig als Schutzanstrich genutzt. Aluminiumfarben sind Lacke und Beschichtungsstoffe, die neben einem Lackbindemittel (meist Kunstharz) Aluminiumpulver enthalten. Das Pulver besteht aus feinsten Blättchen und ist der farbgebende Stoff, das Pigment, die Farbe ist also silberweiß oder-grau. Nach dem Auftragen ordnen sich die Blättchen im Bindemittel parallel zueinander …
in einer fünf bis zehn Lagen umfassenden dünnen Schicht. Da die Blättchen einander überlappen und nur feinste Lagen des Bindemittels miteinander verbunden sind, haben Feuchtigkeit und korrosive Stoffe sehr lange Wege, um bis zum Grundstoff einzudringen – das führt zu einer guten Witterungs- und Korrosionsbeständigkeit. Zudem bewirkt das hohe Reflexionsvermögen, dass Aluminiumfarben 60 bis 75 Prozent der auf sie fallenden Licht- und Wärmestrahlen reflektieren. Je nach Bindemittel ergeben diese Eigenschaften Anstriche (Grundierungen, Zwischen- und Deckanstriche) mit besonderen Vorzügen für unterschiedliche Zwecke, vor allem für den Schutz von Eisen und Stahl, aber auch von Holz und Mauerwerk: Sehr gute Korrosionsbeständigkeit bei gleichzeitig hohem Reflexionsvermögen auch für Ultraviolett-Strahlung – für Schutzanstriche von Rohrleitungen und Tanks im Freien; Metallisches, dekoratives Aussehen („Metallic-Effekt“) – zur Lackierung z.B. von Straßenfahrzeugen; Große Hitzebeständigkeit – für Überzüge von Industrieöfen; Hohes Reflexionsvermögen für Wärmestahlung – zum Wärmeschutz von Dächern, Güterwagen und Lagertanks mit temperaturempfindlichen Füllgütern (unter Aluminiumfarben bleibt es spürbar kühler als unter anderen Anstrichen).
ALUMINIUMPREIS
Aluminium wird seit den 1970er Jahren an der Londoner Metallbörse gehandelt. Nachdem Sainte-Claire Deville 1855 das erste „Silber aus Lehm“ auf den Markt gebracht hatte, lag dessen Preis der Seltenheit wegen lange Zeit über demjenigen von Silber.
Dementsprechend verwendete man es für Schmuckstücke und Münzen. Erst als mit der Einführung der Schmelzflusselektrolyse an 1886 die Aluminiumproduktion sprunghaft anstieg, sank der Preis so weit (allein 1891 von 15 auf fünf…
Reichsmark je Kilogramm), dass Aluminiumanwendungen in großer Zahl wirtschaftlich wurden. Von da an waren die Aluminiumpreise von der Aluminiumindustrie festgesetzte Listenpreise. Sie blieben über Jahrzehnte weitgehend stabil, von vorübergehenden, meist kriegsbedingten Schwankungen (z.B. im russisch-japanischen Krieg 1904/05) abgesehen. Seit den 1970er Jahren änderte sich dies. Neue Produzenten (vor allem Brasilien, Venezuela, Australien, Südafrika und die arabischen Staaten) drängten mit Primäraluminium zu Preisen auf den Markt, die unter den Entstehungskosten der Industrie lagen. Zugleich hoben die führenden Bauxit-Länder die Preise an. Die Einführung von Aluminiumkontrakten an der Londoner Metallbörse 1978 sowie tiefgreifende Strukturveränderungen in der Aluminiumindustrie machten Primäraluminium zu einer gewöhnlichen Handelware, so dass in der Folge finanzielle Interessen das Preisgebaren der Marktteilnehmer mit beeinflussten. Die Börsennotierung von Aluminium (und anderen NE-Metallen) an der LME (Londoner Metall Exchange) gibt Produzenten und Anwendern Möglichkeiten zur mittelfristigen Preissicherung.
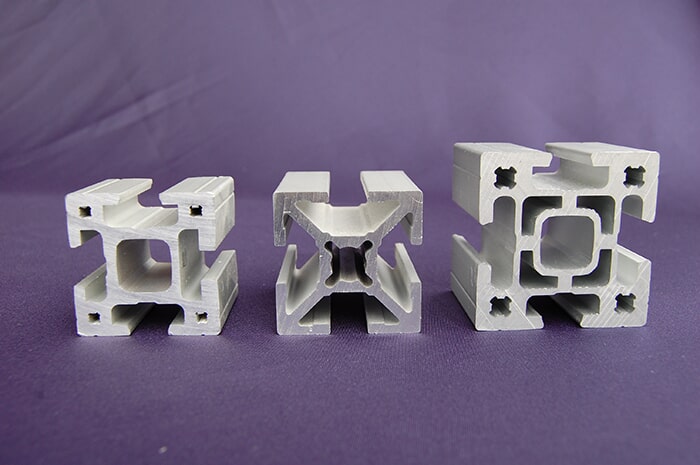
DESIGN – kreatives Design
Aluminiumprofile werden im Strangpressverfahren hergestellt. Diese technik bietet fast unbegrenzte Möglichkeiten, die Gestaltung nach Bedarf vorzunehmen und kosteneffiziente Funktionen durch Teilereduzierung, geringer Nachbearbeitung und einfachere Montage zu integrieren. Aluminiumprofile sind die Voraussetzung für kreatives Design und technische Lösungen, die verbessern, vereinfachen und Kosten reduzieren. Die Profilwerkzeugkosten sind darüber hinaus verhältnismäßig gering.DESOXIDATION
Die Desoxidation ist ein Verfahren zur Entfernung von überschüssigem Sauerstoff (aus Frischprozess) aus Stahlschmelzen. Der Sauerstoffgehalt ist dabei so weit abzusenken, dass die Erstarrung ohne Blasenbildung abläuft. Desoxidiert wird in der Pfanne oder im Elektrolichtbogenofen. Man unterscheidet Desoxidation über die Gasphase, Fällungsdesoxidation (durch Zugabe von Elementen, deren Sauerstoffaffinität größer ist als die des Eisens;
hierzu zählen Magnesium, Mangan, …
Silicium, Aluminium, Kohlenstoff, Kalzium), Diffusionsdesoxidation, auch in Kombination mit synthetischen Schlacken.
DRUCKGIEßEN
Dies ist das häufigste Gießverfahren für Aluminiumfertigteile: Die Schmelze wird unter hohem Druck in eine Stahlform gepresst. Besonders geeignet für Großserien mit hoher Maßgenauigkeit. Beim Druckgießen, einem Formgussverfahren, presst man eine Schmelze von Aluminium oder einer Aluminiumlegierung unter Drücken von einigen hundert bis zu einigen tausend Bar in eine Stahlform.
Nach dem Erstarren wird das fertige Gussstück ausgeworfen und die Form von neuem gefüllt. Vorteile …
gegenüber anderen Gießverfahren sind hohe Produktionsgeschwindigkeit (die Fertigung kleiner Gussstücke dauert nur wenige Sekunden), hohe Oberflächengüte (die vielfach ein Verputzen oder Nacharbeiten erübrigt) sowie hohe Maßgenauigkeit auch bei komplizierten Formen und dünnen Wandungen. Nachteilig gegenüber dem Kokillenguss ist die geringere Festigkeit. Druckgießen ist sehr wirtschaftlich zur Großserienherstellung von Fertigteilen kleinster bis mittlerer Abmessungen. Es wird, vor allem im Automobilbau (z.B. für Fahrwerk- und Karosseriestrukturteile) immer öfter angewendet.
DUKTILITÄT
Duktilität ist die Fähigkeit oder auch das Verhalten eines Werkstoffes, unter Einwirkung äußerer Kräfte zur plastischen und damit dauerhaften Verformung zu neigen, ohne dass dabei Werkstofftrennungen auftreten. Solch ein Stoff ist gut kalt formbar z.B. durch Tiefziehen, Biegen oder Recken. In der Geologie wird der Begriff für Gesteine insbesondere der unteren kontinalen Erdkruste verwendet, die sich unter tektonischen Spannungen nicht spröde, sondern plastisch deformieren.
ELEKTROLYSE
Aus dem Aluminiumoxid wird später durch so genannte Schmelzelektrolyse Aluminium gewonnen. Bei diesem Verfahren wird Aluminiumoxid unter hohen Temperaturen in Kryolith gelöst. Beim Lösungsvorgang in der Kryolithmasse bilden sich Aluminiumionen und Sauerstoffionen. Unter Anwendung von Gleichstrom im Elekrtolyseofen wird das Aluminium an der Kathode abgeschieden, während sich an der Anode Kohlendioxid bildet. Das Aluminium sinkt in die Elektolysewanne zu Boden und wird dort …unter Anwendung von Vakuum in einen Tiegel zum Weitertransport in die Gießerei abgesaugt. Das aus der Bauxitgewinnung über Aluminiumoxid gewonnene Aluminium wird als Primäraluminium bezeichnet
FESTIGKEIT
Das ist der Widerstand von Aluminiumwerkstoffen gegen Bruch – mittelgroß zwischen Kupfer und Stahl, genügend für Belastungen auch im Maschinen- und Flugzeugbau. Die Festigkeit ist ein wichtiges Merkmal jeden Werkstoffs, entscheidet sie doch über seinen Einsatz für bestimmte Anwendungen und die Bemessung der entsprechenden Konstruktionen. Sie wird definiert als der Widerstand gegenüber einer Belastung (z.B. durch Zug, Druck oder Torsion) bis zum Bruch. Je größer dieser …Widerstand, desto fester der Werkstoff. Die Festigkeit ist von Werkstoff zu Werkstoff verschieden, aber auch abhängig von der Art und dem zeitlichen Verlauf der Belastung sowie von der Temperatur; sie nimmt im Allgemeinen mit steigender Temperatur ab. Je nach Art der Belastung unterscheidet man, Biege-, Dauerschwing-, Torsions-, Druck- oder Zugfestigkeit. Die Zugfestigkeit als wichtigster Kennwert wird in Zerreißmaschinen an nach Form und Maßen genormten Stäben ermittelt als höchste Zugspannung, die der Werkstoff vor dem Bruch noch erträgt und in Newton pro Quadratmillimeter Querschnitt (N/mm²) oder Megapascal (MPa) angegeben. Die Festigkeit der meisten reinen Metalle ist gering. Sie lässt sich jedoch durch Legieren, Umformen (insbesondere Kaltumformen) oder Wärmebehandlung steigern. So liegt die Zugfestigkeit von Reinaluminium 99,8 um 100, von Legierungen mit Magnesium um 240 und mit Kupfer, Magnesium und Zink um 500 N/mm². Aluminium hat eine mittelgroße Zugfestigkeit und Dauerschwingfestigkeit (die höchstmögliche Belastung z.B. bei 100 Millionen Lastwechseln ohne Bruch oder bleibender Verformung), die es, meist in Verbindung mit anderen Eigenschaften, für viele Anwendungen im Maschinenbau, Flugzeug- und Schiffbau sowie bei Straßen – und Schienenfahrzeugen geeignet macht.
FLIEßPRESSEN
Dies ist die Herstellung meist kleiner Hohlkörper, z.B. Tuben oder Aerosoldosen, aus Aluminium durch hohen Stempeldruck, der das Material zum Fließen bringt. In der Aluminiumverarbeitung ist das Fließpressen bei Raumtemperatur, das sogenannte Kaltfließpressen, große Bedeutung für das Umformen. Eine Ronde (auch Butze oder Platine), eine aus Bändern gestanzte Scheibe, wird in ein Gesenk (Matrize) aus Stahl gelegt.
Wenn ein Stahlstempel mit Kräften bis zu 1.500 N/mm² auf die …
Ronde drückt, verformt sich das Aluminium plastisch. Es „fließt“ durch Öffnungen in Stempel, Gesenk oder dazwischen und nimmt eine von der Werkzeugform bestimmte Gestalt an, z.B. eine zylindrische Form. Möglich sind rechteckige oder kreisförmige Querschnitte mit Durchmessern von drei 150 und Wandstärken von 0,1 mm aufwärts, Höhen bis zum Zehnfachen des Durchmessers (höchstens aber 450 mm) sowie auf- und eingesetzte Stege. Als Werkstoffe eignen sich Knetlegierungen, am besten aber Reinaluminium oder Reinstaluminium. Der Pressvorgang dauert nur wenige Sekundenbruchteile und lässt sich weitgehend automatisieren, die Presswerkzeuge haben eine lange Standzeit. Die Produkte, vor allem Aluminiumverpackungen wie Dosen oder Tuben sowie Rohlinge für Niete, Schrauben und Formteile, zeigen hohe Festigkeit infolge Kaltumformung, glatte Oberflächen und hohe Maßgenauigkeit. Es entsteht kaum Schrott.
GRÜNES METAL
Aluminium ist das ideale Recyclingmetall. Es ist so leicht, einfach und umweltfreundlich rückzugewinnen, dass man es oft als „das grüne Metall“ nennt. Nur 5% des ursprünglichen Energieeinsatzes werden bei der Umschmelzung ausgedienter Aluminiumprodukte verbraucht. Und Aluminium kann immer wieder verwendet werden! Nichts geht verloren und zum Unterschied zu vielen anderen Werkstoffen verändern sich die Eigenschaften von Aluminium nicht. Aluminium ist deshalb ein wertvoller Rohstoff – unabhängig davon, wo es sich im Kreislauf befindet.
HALBZEUG
Dies sind Halbfabrikate – wie Bänder, Bleche, Drähte, Profile, Stangen und Rohre – aus Aluminium, die zur Herstellung von Fertigerzeugnissen verwendet werden. Unter Halbzeug oder Halbfabrikat versteht man ganz allgemein jedes Produkt, das zwischen Rohstoff und Fertigerzeugnis beziehungsweise Endprodukt steht. Um ein Endprodukt zu werden, muss das Halbzeug noch eine oder mehrere Fertigungsstufen durchlaufen. In der Aluminiumindustrie umfasst der Begriff Halbzeug durchweg …Zwischenprodukte, die durch Umformen beziehungsweise „Kneten“ aus Reinaluminium und (aus Primäraluminium, aber auch aus Recyclingaluminium hergestellten) Knet-Legierungen gefertigt und daher auch als Knet-Halbzeug bezeichnet werden. Rohlinge für die Herstellung von Schmiedestücken; Ronden oder Butzen für das Fließpressen; Strangpress-Erzeugnisse wir Drähte, Profile, Rohre und Stangen; Walz-Erzeugnisse wie Bänder, Bleche und Platten; Folien werden ebenfalls gewalzt, aber nicht generell zu den Halbzeugen gezählt (z.B. Kondensatorfolien für die Elektrotechnik). Oft sind sie schon Fertigprodukte (z.B. Haushaltsfolien); Zieh-Erzeugnisse wie Drähte, Stangen und Rohre.
HÜTTEN
Sind Anlagen, in denen aus Aluminiumoxid oder –schrott Aluminium gewonnen wird. Der Begriff Hütte oder Hüttenwerk beschreibt Industrieanlagen zur Gewinnung von Metallen (z.B. Eisenhütte) oder Nichtmetallen (z.B. Glashütte) aus natürlichen Rohstoffen, Industrierückständen oder Altmaterial. Wird in einer Aluminiumhütte Aluminiumoxid verarbeitet, bezeichnet man das Erzeugnis als Hütten-, Roh- oder Primäraluminium. Ist Schrott das Ausgangsmaterial, heißt die Hütte Aluminiumschmelzhütte,…das Produkt Recyclingaluminium. Primär- und Recyclingaluminium werden nach dem Legieren in Walz- und Presswerken zu Halbzeugen sowie in Formgießereien zu Gussteilen verarbeitet. Eine Primär-Aluminiumhütte umfasst drei große Produktionsbereiche: Herzstück ist die „Elektrolyse“, die Aluminiumgewinnung durch Schmelzflusselektrolyse; In der „Anodenfabrik“ werden die Anoden für die Schmelzflusselektrolyse hergestellt (in der je Kilogramm gewonnenem Aluminium bis zu 0,5 kg Anodenmaterial abbrennen); Die Gießerei gießt das gewonnene Aluminium zu Maseln oder zu Formaten (z.B. Walzbarren). Für die Standortwahl einer Primäraluminium-Hütte ist die Verfügbarkeit von Aluminiumoxid und günstigem Strom in der Regel maßgebend (eine Hütte von 100.00 Tonnen Aluminium Jahreskapazität benötigt rund 200 Megawatt elektrische Anschlussleistung), für Schmelzhütten ist die Verfügbarkeit von Schrott von zentraler Bedeutung. IN den letzten Jahrzehnten wurden neue Primärhütten vor allem nahe Wasserkraftwerken oder Kohle- und Erdgasvorkommen errichtet, die eine günstige Stromerzeugung ermöglichen.
KORNGEFÜGE
Der Aufbau technischer Metalle aus mikroskopisch kleinen Kristallkörpern. Deren Größe und Zusammensetzung bestimmen die Eigenschaften, sie sind aber auch in gewissen Grenzen beeinflussbar. Aluminium ist wie alle Kristalle kristallin: Die Atome sind – mit ungefähr 10-8 cm Abstand – in einem räumlichen Kristallgitter angeordnet. Es ist aber allenfalls unter großem Aufwand möglich, ein Metallstück mit vollkommen ungestörtem Gitter – als Einkristall – herzustellen. Durch Gießen …erzeugte Werkstücke aus reinen Metallen oder Legierungen sind immer Vielkristalle, die sich aus tausendstelmillimeter- millimetergroßen Einkristallen mit unregelmäßigen Korngrenzen zusammensetzen, den Kristallkörpern. Gefügeuntersuchungen Die wichtigsten Verfahren zur Untersuchung des Korngefüges in Forschung und Qualitätssicherung, für die sie auch an Gusstücken und Halbzeugen vorgenommen wird: optische Prüfung, mit bloßem Auge, von Bruchflächen auf Poren oder Ausscheidungen von Oxiden an Korngrenzen; Lichtmikroskopie von geätzten Anschliffen; Mikrohärteprüfung durch Eindrücken einer Diamantpyramide an verschiedenen Stellen eines Korns; Röntgenstrahlanalyse der Zusammensetzung eines Gefüges oder der Elementverteilung innerhalb eines Korns.
LEBENSZYKLUS
Viele Unternehmen analysieren heute sowohl existierende als auch neue Produkte unter dem Aspekt des Lebenszyklus. Hierbei wird der gesamte Fluss vom Entwurf bis zur Konstruktionsphase, von Prototypen und Fertigungsverfahren bis zur Bearbeitung, Montage, Funktion, Wartung, Lebensdauer und Recycling analysiert. Aus solch einer Analyse tritt Aluminium sehr positiv hervor und erzielt einen vorderen Platz gegenüber konventionellem Konstruktionsmaterial.LEGIERUNGSELEMENTE
Zum Legieren von Aluminium sind nur wenige Elemente gebräuchlich, die bestimmte Eigenschaften in gewünschter Weise beeinflussen. Aluminium bildet mit fast allen metallischen und mit vielen nichtmetallischen Elementen Legierungen, doch nur wenige finden breite Verwendung. In erster Linie sind dies die Metalle Eisen, Kupfer, Magnesium, Mangan, und Zink sowie das Nichtmetall Silizium, in geringem Umfang auch Blei, Bor, Chrom, Nickel, Titan, Wismut, Zinn und Zirkon. Jedes …dieser Elemente verbessert schon in geringen Mengen bestimmte Aluminiumeigenschaften, verschlechtert aber oft andere, so dass in der Regel ein weiteres Element zugegeben wird, um die Verschlechterung nach Möglichkeit auszugleichen. Blei, Wismut und Zinn verbessern die Spanbarkeit dadurch, dass sie kurz brechende Späne erzeugen. Solche Aluminiumwerkstoffe werden auch als Automatenlegierungen bezeichnet; Durch Bor wird die elektrische Leitfähigkeit von Leiteraluminium für die Elektrotechnik erhöht, weil es – in Mengen von 0,005 bis 0,02 Prozent – in der Schmelze mit den Elementen Chrom, Titan und Vanadium (welche die Leitfähigkeit beeinträchtigen) chemische Verbindungen bildet, die als Boride im festen Metall ausgeschieden werden und die Stromleitung nicht beeinflussen. Kupfer erhöht die Festigkeit bei Raumtemperatur, verringert aber die Korrosionsbeständigkeit; Magnesium und Mangan machen korrosionsbeständiger und steigern die Festigkeit; Nickel erhöht die Festigkeit bei höheren Temperaturen; Silizium erniedrigt den Schmelzpunkt und die Zähflüssigkeit der Schmelze (verbessert also die Gießbarkeit), beeinträchtigt jedoch das Umformen; Titan verfeinert in Verbindung mit Bor das Korngefüge; Zink verleiht in Verbindung mit Magnesium höchste Festigkeit und große Härte, vermindert aber die Eignung zum Umformen. Aluminium wird aber auch selbst als Legierungselement in bedeutendem Umfang eingesetzt: vor allem in Kupfer, das bei Zugabe von ungefähr einem Prozent härter, korrosionsbeständiger, leichter schmelzbar und zäher wird; In Magnesium- und Titanlegierungen; In der Stahlerzeugung.
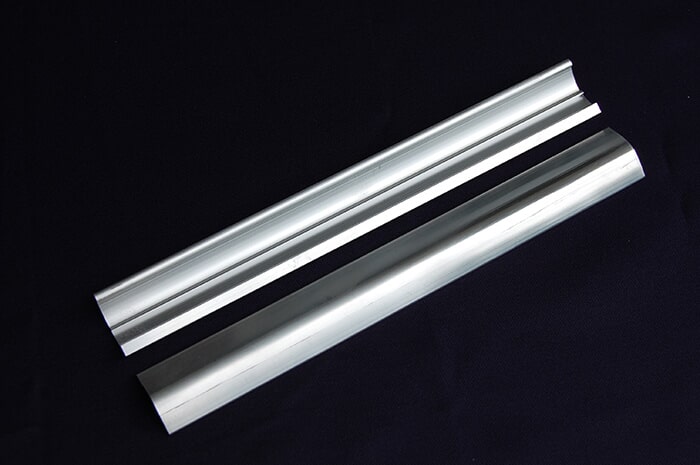
PRESSBOLZEN
In der Gießerei wird das flüssige Aluminium gereinigt, und Legierungselemente werden zugesetzt. Danach wird der Ausgangsstoff für die spätere Produktion nach dem jeweiligen Bedarf produziert:
Pressbolzen, Gusslegierungen, Walzdraht und Walzblöcke.
Pressbolzen sind das Ausgangsmaterial für die Strangpresstechnik. Die Bolzen werden in Längen bis zu 8 m und einem Durchmesser bis zu 331mm gegossen. Pressbolzen werden in vielen verschiedenen Legierungen und Qualitäten hergestellt, um den Anforderungen an Eigenschaften und Festigkeit der verschiedenen Produkte entsprechen zu können.
PRIMÄRALUMINIUM
Unmittelbar aus Aluminiumoxid gewonnenes Aluminium. Als Primäraluminium wird Aluminium bezeichnet, das durch Schmelzflusselektrolyse aus Aluminiumoxid erzeugt wird, das man seinerseits aus dem Aluminiumerz Bauxit gewinnt. „Primär“ bezeichnet die Tatsache, dass dieses Aluminium direkt aus dem Rohstoff, also erstmals rein hergestellt worden ist. Diese Gewinnung erfordert einen relativ hohen Energiebedarf (zwischen 13 und 16 Kilowattstunden je Kilogramm Aluminium) und erfolgt …in so genannten Hütten. Deshalb spricht man auch von Hüttenaluminium. Primäraluminium ist Reinaluminium mit einem Reinheitsgrad von 99,7% und Ausgangsmaterial für Legierungen und Reinstaluminium.
SCHAUMALUMINIUM
Blasenhaltiger, sehr leichter Aluminiumwerkstoff, der für Schwimmkörper, wärmedämmende und stoßverzehrende Elemente sowie Filter verwendet wird. Wie Kunststoffe kann man auch Aluminium zu einer Art Schaum verarbeiten, indem man der Schmelze ein gasabspaltendes Treibmittel beimengt. Als Treibmittel dienen vorwiegend Metallhybride (Verbindungen z.B. von Titan und Zirkon mit Wasserstoff). In der Praxis wird Pulver von Legierungen des Aluminiums mit Magnesium oder Silizium mit …(bis zu zehn Gewichtsprozent) Treibmittel vermischt und unter Druck geschmolzen. Nach Druckentlastung bilden sich Blasen, deren Durchmesser von der Mitte der Schmelze nach außen hin von etwa 0,4 bis zu 6 Zentimetern zunimmt. Die Blasenbildung ist mit einer Ausdehnung verbunden, die bei Erreichen des gewünschten Volumens durch Abschrecken mit Wasser zum Stillstand kommt. Die Dichte des abgekühlten, festen Schaums liegt zwischen 200 und 650 Kilogramm je Kubikmeter (die von gewöhnlichem Aluminium beträgt 2.700 Kilogramm je Kubikmeter). Daher schwimmt Aluminiumschaum auf Wasser. Seine Festigkeit nimmt mit der Dichte ab, er lässt sich wie Holz bearbeiten, jedoch nicht schweißen. Mögliche Anwendungen findet er als Kern von Sandwichplatten im Hochbau, als Schwimmkörper, in stoßverzehrenden Elementen z.B. in Autos und, in offenporiger Form, als Filter oder Hitzeschild. Einfacher und kostengünstiger herstellbar, aber mit einer Dichte von 1.200 bis 1.500kg/m³ mehr als doppelt so schwer, ist „Schwammaluminium“: Eine Schmelze von Legierungen des Aluminiums mit Magnesium oder Silizium wird auf Blähton oder Glasschaumkugeln gegossen, worauf sich ein füllstoffhaltiges, schwammartiges Metallgerippe bildet. Als Anwendung sind kostengünstige stoßverzehrende Elemente für Autos und Laufkräne vorgesehen.
TIEFZIEHEN
Das Umformen von Aluminiumblechen (und auch superplastischer Legierungen) zu Behältern und Schalen durch Drücken mit einem Stempel. Verpackungen, wie Schalen, Getränkedosen und Flaschenverschlüsse werden in der Regel durch Tiefziehen hergestellt. Dabei handelt es sich um ein Umformverfahren, das nichts mit Ziehen zu tun hat.
Ein Zuschnitt aus Bändern oder Blechen (eine so genannte Ronde oder Butze) wird durch einen Ziehring hindurch von einem Stempel zu einer Hohlform von der …
Gestalt des Stempels gedrückt. Die Endform kann in einem oder mehreren „Zügen“ erreicht werden. Da der Vorgang bei Raumtemperatur stattfindet, verfestigt sich das Aluminium infolge Kaltverformung; für gewisse Produkte kann daher zwischen den Zügen eine Wärmebehandlung (Zwischenglühen) zum Rückgängigmachen der Verfestigung notwendig werden. Um zum Tiefziehen geeignet zu sein, muss das Aluminium ein feines Korngefüge haben; zudem ist eine Festigkeit zwischen hart und weich ebenso von Vorteil wie (wegen verminderter Neigung zu Rissen) geringere Reinheit als die von Reinaluminium.
Eine Variante des Tiefziehens ist die Kaltstreckverformung. Bänder, Folien oder Verbundpackstoffe lassen sich, ohne dass das fest eingespannte Material nach fließt, zu Näpfen (z.B. Schalen für Fertiggerichte oder Tierfutter) drücken. Für vereinzelte Anwendungen interessant ist das Drücken „superplastischer“ Legierungen des Aluminiums, z.B. mit 6% Kupfer und 0,5% Zirkon. Diese lassen sich über das 10-fache ihrer Länge strecken, wenn das Korngefüge sehr fein ist (Korngröße unter zehntausendstel Millimetern) und hohe Umformtemperaturen sowie (sehr niedrige) Umformgeschwindigkeiten eingehalten werden. Hoher Maßgenauigkeit auch bei schwierigsten Formen und geringen Werkzeugkosten steht die lange Umformdauer entgegen.
UMFORMEN
Formgebung von Werkstücken durch Verfahren wie Strangpressen, Schmieden, Walzen oder Ziehen. Mit Aluminium zum Teil bei Raumtemperaturen möglich. Umformen, die Gestaltänderung fester Körper unter Einwirkung von Kräften, ist eine Hauptgruppe von Fertigungsverfahren in der Metallverarbeitung. Metalle sind kristalline Körper mit bestimmten Gleitebenen, entlang denen sich unter hohem Druck das Material verschiebt. Verschieben aber bedeutet eine Änderung des Korngefüges, deren Folgen von der Temperatur währen des Umformens abhängen:
- Durch Kaltumformen bei Raumtemperatur (das heißt ohne Wärmezufuhr) stauen sich die Versetzungen, so dass die Festigkeit zunimmt. Durch Weichglühen, eine Wärmebehandlung, wird die Verfestigung wieder abgebaut. Eine Wärmebehandlung oberhalb der Rekristallisationstemperatur lässt neue Körper entstehen;
- Warmumformen erfordert geringere Kräfte, weil die Festigkeit und damit der Formänderungswiderstand mit steigender Temperatur abnimmt.
Bei Aluminium und seinen Legierungen ist das Kaltumformen bei Raumtemperatur gut möglich, weshalb es in der Aluminiumverarbeitung eine wichtige Verfahrensgruppe bildet. Man unterscheidet zwei Gruppen:
- Zum Massivumformen, das hohe Drücke verlangt und Knetlegierungen voraussetzt, gehören Fleißpressen, Prägen, Strangpressen, Schmeiden, Walzen und Ziehen;Zum Blechumformen aus Bändern und Blechen zählen Abkanten, Bördeln, Drücken (ohne größere Gestaltveränderung), Hohlprägen, Rollformen, Tiefziehen und Treiben (mit einem Hammer).
WIRTSCHAFTLICHKEIT
Die Herstellung von Primäraluminium ist ein energiefordernder Prozess. Betrachtet aus der Lebenszyklusperspektive, in der alle guten und energiesparenden Eigenschaften des Metalls zusammenwirken, ändert sich dieses Bild aber erheblich. Der Energieverbrauch in der Rohstoffphase wird später durch Einsparung, beispielsweise durch leichtere Produkte mit längerer Lebensdauer und reduziertem Wartungsbedarf, kompensiert.
Besonders deutlich zeigen sich die Energiegewinne bei der Anwendung auf dem Transportsektor. Leichtere Transportfahrzeuge wie Personenkraftwagen, Lastwagen, Omnibusse, Züge, Schiffe usw. verbrauchen weniger Treibstoff und/oder können die Nutzlast erhöhen. Der Werkstoff Aluminium und die Herstellungstechnik Strangpressen ergeben eine ganz besonders starke Kombination. Verfahren und Werkstoff ermöglichen die Gestaltung von Profilen mit integrierten, arbeitssparenden Funktionen, die die Kosten durch verminderten Bedarf an Nachbearbeitung sowie vereinfachte Montage senken.