Profilbearbeitung
bei alu-solutions … Service mit Profil
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
alu-solutions
PROFILBEARBEITUNG
Unabhängig von den Profileigenschaften und der Funktionen eines Aluminiumstrangpressprofils ist meist eine Nachbearbeitung in irgendeiner Form erforderlich. Profile aus Aluminium können mit sämtlichen vorkommenden und für andere Metalle geltenden Bearbeitungsverfahren bearbeitet werden. Genauso gilt, dass herkömmliche Maschinen zur Bearbeitung von Aluminium geeignet sind.
1. Sägen
2. Fräsen
3. Bohren
4. Entgraten
5. Gewindeschneiden
6. Stanzen
SPANENDE BEARBEITUNG
Bei spanender Bearbeitung von Aluminium werden höhere Schnittgeschwindigkeiten als bei Stahl erreicht. Die meisten Aluminiumlegierungen gestatten bei spanender Bearbeitung sehr hohe Schnittgeschwindigkeiten. Die Spanbarkeit hängt unter anderem von Legierung, Zustand, Gestaltung, Schmiermittel und Werkzeug ab.
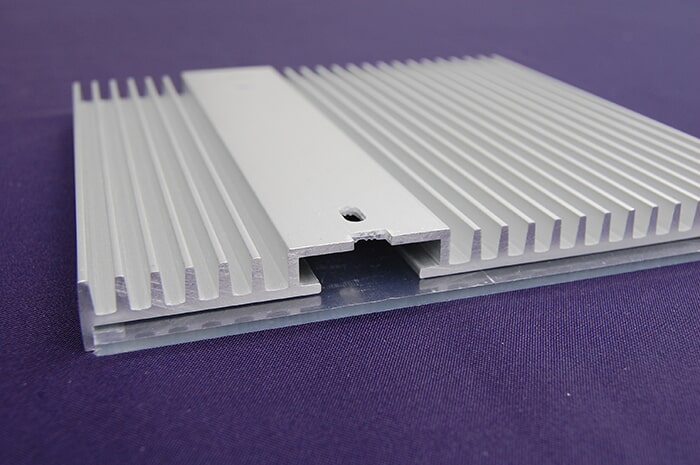
SÄGEN
Aluminiumprofile können gerade und mit geringer Gratentstehung gesägt werden. Aussehen des Querschnitts, gewählte Legierung und Festigkeit des Profils bestimmen Drehzahl, Zähnezahl, Sägeblattdurchmesser und Vorschub. Beim Sägen von dünnen Profilen müssen stets mehrer Zähne im Eingriff sein.
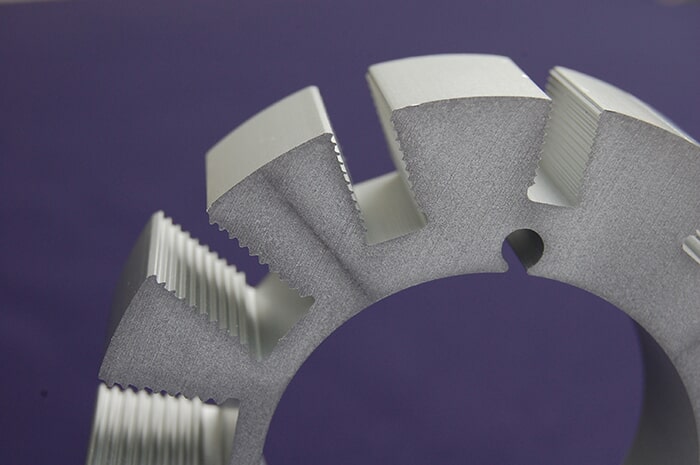
FRÄSEN
Fräswerkzeuge für die Aluminiumbearbeitung besitzen eine größere Zahnteilung als entsprechende Werkzeuge für die Stahlbearbeitung und haben deshalb breitere Spannuten. Eine hohe Schnittgeschwindigkeit ist die Vorraussetzung für gute Ergebnisse. Man unterscheidet zwischen Schlicht- und Schruppfräsen, je nachdem wie viel Material pro Arbeitsgang abgefräst wird.
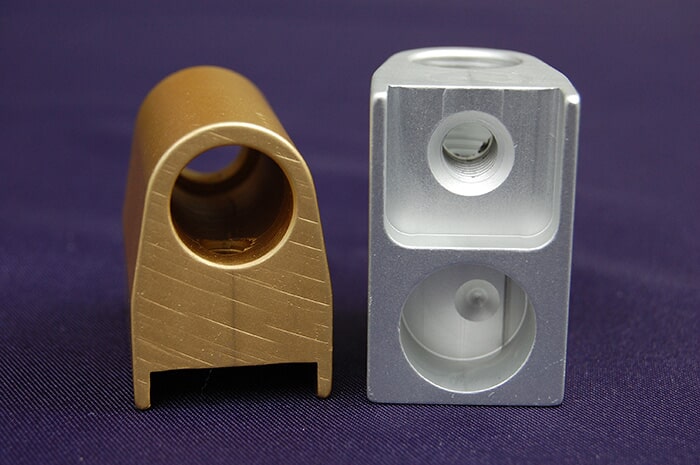
BOHREN
Wie die meisten Maschinenbearbeitungsverfahren sollte durch das Bohren mit hoher Drehzahl erfolgen. Handelsübliche HSS-, beschichtete HSS- oder HM-Bohrer können eingesetzt werden. Spezialbohrer sind in der Regel nicht erforderlich. Ausnahmen bilden hier z.B. Tiefenbohrungen bei denen die Schneidenlänge für die Tiefe der Bohrung nicht ausreicht, oder Bohrungen, die an der Bohreraustrittsseite besonders gratarm ausgeführt werden müssen.
Schmierung mit entsprechenden Bohrölen oder Emulsionen ist in jedem Fall erforderlich.
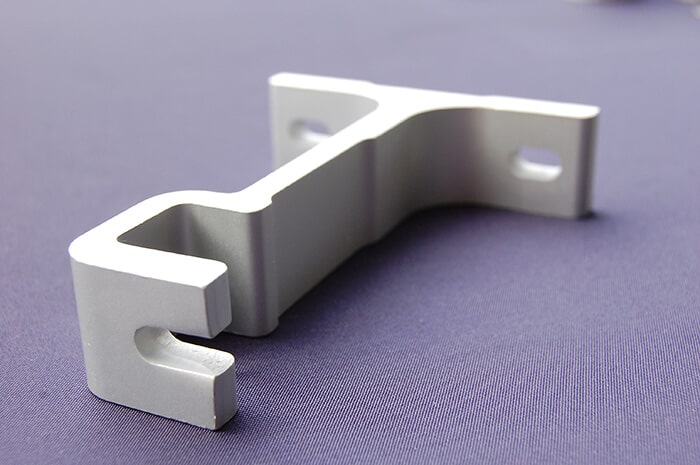
ENTGRATEN
Entgraten ist ein Verfahren um vorstehende Sägekanten von den Profilen zu entfernen. Die gebräuchlichsten Verfahren sind mechanische Verfahren, wie Strahlen, Bürsten oder das Bearbeiten mit einer Schleifmaschine. Für das Entgraten von kleinen und mittelgroßen Teilen ist das Gleitschleifen ein geeignetes Verfahren. Hierbei werden die Profile mit Schleifkörpern in einer Trommel bewegt und durch Reibung der Grat entfernt. Auch chemisches Entgraten findet in bestimmten Anwendungsbereichen statt.
GEWINDESCHNEIDEN
Innen- und Außengewinde können bei Aluminium durch alle gebräuchlichen Spanverfahren, sowie durch Rollen oder Formen hergestellt werden. Besonders an härtbaren Legierungen wird eine hohe Gewindequalität erzielt. Gewöhnlich wird zwischen drei Arten von Innengewindewerkzeugen unterschieden:
1. Gewindebohrer für Durchgangslöcher mit Spanabführung nach vorne
2. Gewindebohrer für Sacklöcher mit Spanabführung nach hinten
3. Gewindeformer ohne Anfall von Spänen
Das Formen von Gewinden bietet zudem den Vorteil der Kaltverfestigung im Gewindebereich. Geformte Gewinde weisen somit eine höhere Festigkeit auf. Das Schneiden von Außengewinden erfolgt mit gewöhnlichen Schneideisen.
STANZEN
Stanzen erfolgt gewöhnlich in Exenter- oder Hydraulikstanzen mit einem Stanzwerkzeug. Es werden hier auch komplexe Stanzanlagen mit Folgearbeitsgängen genutzt. Stanzwerkzeuge für Aluminium unterscheiden sich nur geringfügig von Werkzeugen, die für andere Metalle vorgesehen sind. Für Stanzstempel und Schnittplatte wir gehärteter Werkzeugstahl eingesetzt. Grate werden meist durch entsprechenden Schliff von Stempel und Schnittplatte vermieden. Die Stärke des auszustanzenden Werkstücks sollte nicht dicker als der Ø des Stempels sein. Bei bestimmten Prozessen, besonders beim Stanzen mehrerer Löcher in einem Hub, kann es vorteilhaft sein, die Stempel in der Länge im Stanzwerkzeug abzusetzen, um die erforderliche Stanzkraft zu reduzieren. Werden aus dem Vollen fertige, weiterzuverarbeitende Teile gestanzt, muss der Stempel, unabhängig von der Schnittplatte, plan gehalten werden.